Figure 11 is a design of grate front used for various purposes in connection with grate fires. The series of rings are united by a rivet between each at the joining point. With thin metal the holes can be punched with an iron punch and hammer on an anvil where there is a hole to receive the point of the punch after the punch penetrates the metal. For the heavier forms of metal a drill is necessary. A metal drill and brace can be purchased very cheaply for this work. After drilling the holes, the parts are erected and the rivets inserted and headed up as each addition is made. Thus the series of rings are united and then the side pieces are similarly riveted. The points at the top are then worked out and joined on. These points are filed down to the necessary taper after the union is effected. The finishing work involves smoothing rough places with a file and painting. Asphaltum makes a good black finish. Some of the best designs of grates are bronzed. Some are silvered. The different designs are finished as desired by customers.
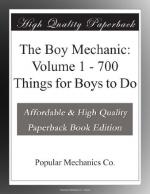
Figure 15 is another design of grate in which the process of shaping the rings is like that in the first design. There are some half circles in this pattern and these are framed by shaping the same about the mandrel with the hammer. In order to get the shoulders close and the circle complete it is necessary to heat the metal. A coke fire can be made in a hole in the ground. Then procure a tin blowpipe and blow the flame against the metal at the point to be bent. This metal will become red hot very soon, and can be bent readily against the anvil and the circular form. Let the metal cool off on the ground after heating. Fig. 16 is another design
[Illustration: Fig. 16 to 20]





