The economy claimed for this process, over the blast furnace and puddling practice for the production of wrought iron, is that nearly all the fuel used in the puddling operation is saved, and that with about the same amount of fuel used in the blast furnace to produce a ton of pig iron, a ton of wrought iron blooms can be made. I had no opportunity of weighing the charges of ore and coal used, but I saw the process in actual operation at Rockaway, N.J. The iron produced was hammered up into good solid blooms, containing but little cinder. The muck-bar made from the blooms was fibrous in fracture, and showed every appearance of good iron. I am informed by the manager of the Sanderson Brothers’ steel works, at Syracuse, N.Y., that they purchased blooms made by the Wilson process in 1881-1882, that none of them showed red-shortness, and that they discontinued their use only on account of the injurious action of the titanium they contained on the melting pots. These blooms were made from magnetic sands from the Long Island and Connecticut coasts.
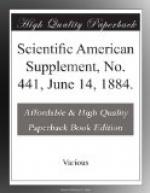
[Illustration: NEW PROCESS FOR MAKING WROUGHT IRON FROM THE ORE.]
The drawing given shows the construction of the furnace employed. I quote from the published description:
“The upper part, or
deoxidizer, is supported on a strong
mantel plate resting on four
cast iron columns.
“The retorts and flues are made entirely of fire-brick, from special patterns. The outside is protected by a wrought iron jacket made of No. 14 iron. The puddling furnace is of the ordinary construction, except in the working bottom, which is made longer to accommodate two charges of ore, and thus utilize more of the waste heat in reducing the ore to metallic iron.
“The operation of the furnace is as follows: The pulverized ore is mixed with 20 per cent. of pulverized charcoal or coke, and is fed into an elevator which discharges into the hopper on the deoxidizer leading into the retorts marked C. These retorts are proportioned so that they will hold ore enough to run the puddling furnace 24 hours, the time required for perfect deoxidation. After the retorts are filled, a fire is started in the furnace, and the products of combustion pass up through the main flue, or well, B, where they are deflected by the arch, and pass out through suitable openings, as indicated by arrows, into the down-takes marked E, and out through an annular flue, where they are passed under a boiler.
“It will be noticed that the ore is exposed to the waste heat on three sides of the retorts, and owing to the great surface so exposed, the ore is very thoroughly deoxidized, and reduced in the retorts before it is introduced into the puddling furnace for final reduction. The curved cast iron pipes marked D are provided with slides, and are for the purpose of introducing the deoxidized ore into the second bottom of the furnace.





