To remove the metal for a tube hole, it is necessary to drill a succession of almost contiguous holes as near the scratch as possible without actually cutting it. When the ring is completed, join the holes with a cold chisel held obliquely. Then file carefully with a round file, just not cutting the scratch. As the side of the hole nearest to the bottom corner should run obliquely to enable the tube to pass, work this out with the file held at an angle.
As soon as a pair of holes (one in the bottom, the other in the side) have been made, true up the side hole until a piece of tubing will run through it at the correct angle. Then bevel off the end to 45 degrees and pass the tube through again, bringing the bevel up against the bottom hole from the inside. If it is a trifle difficult to pass, bevel off the edge slightly on the inside to make a fairly easy driving fit. (Take care not to bulge the bottom of the kettle.) Mark off the tube beyond the side hole, allowing an eighth of an inch extra. Cut at the mark, and number tube and hole, so that they may be paired correctly later on.
When all the tubes are fitted, “tin” the ends with a wash of solder before returning them to their holes. If there is a gap at any point wide enough to let the solder run through, either beat out the tube from the inside into contact, or, if this is impracticable, place a bit of brass wire in the gap. Use powdered resin by preference as flux for an iron kettle, as it does not cause the rusting produced by spirit of salt. If the latter is used, wipe over the solder with a strong ammonia or soda solution, in order to neutralize the acid.
As the hot gases may tend to escape too quickly through large tubes, it is well to insert in the upper end of each a small “stop,” x—a circle of tin with an arc cut away on the bottom side. To encourage the gases to pass up the tubes instead of along the bottom, a ring of metal, y, may be soldered beyond the bottom holes, if an oil or spirit stove is to be used. This ring should have notches cut along the kettle edge, so as not to throttle the flame too much.
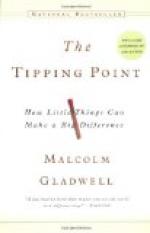
[Illustration: Fig. 96—(b), (c), and (d).]
As the tubes for these require bending to shape in each case, the three types may be grouped together. The tubes of c and d, which require bending to somewhat sharp curves, may be of 3/8-inch internal diameter. In the last two cases the direction of the water travel is shown. The up-flow end, which projects farther through the bottom than the down-flow, is nearer the centre, where, if a gas stove is used, the heat is more intense than at the circumference of the bottom. (Note.-If type c is for use on a three-support stove, increase the number of tubes to 9, equally spaced, 40 degrees apart, so that the kettle may be adjusted easily.)





