A good way to tell when the sand is moist enough is to squeeze it in the hand. If it forms into a cake and shows all the finger-marks, it has a sufficient amount of moisture, but if it crumbles or fails to cake it is too dry. An ordinary watering-pot will be found useful in moistening the sand, but care should be taken not to get it too wet, or the hot metal coming in contact with it when the mold is poured will cause such rapid evaporation that the mold will “boil” and make a poor casting. A little practice in this operation will soon enable the molder to determine the correct amount of moisture.
When molding with sand for the first time it will be necessary to screen it all before using it, in order to remove the lumps, and if water is added, the sand should be thoroughly shoveled until the moisture is evenly distributed. The sand is then ready for molding.
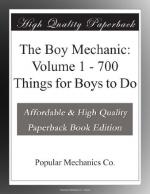
The operation of making a mold is as follows: The lower half of the flask, or “drag,” and the pattern to be molded are both placed on the cover board as shown at A. A quantity of sand sufficient to completely cover the pattern is then sifted into the drag, which is then filled level with the top with unscreened sand. This is rammed down slightly with the rammer, and then more sand is added until
[Illustration: Fig,. 3-Making a Mold]
it becomes heaped up as shown at B. It is then rammed again as before.
It is impossible to describe just how hard a mold should be rammed, but by observing the results the beginner can tell when a mold is too hard or too soft, and thus judge for himself. If the sand falls out of the flask when lifting the cope, or if it opens up or spreads after it is poured, it shows that the mold has been rammed too little, and if the surface of the sand next to the pattern is cracked it shows that the mold has been rammed too hard. It will be found that the edges of the mold can stand a little more ramming than the middle. In finishing the ramming, pound evenly all over the surface with the blunt end of the rammer.
After ramming, scrape off the surplus sand with a straight-edged stick, as shown at C, and scatter about 1/16 in. of loose sand over the surface for a good bearing. Place another cover board on top, as shown at D, and by grasping with both hands, as shown, turn the drag other side up. Remove the upper cover board and place the upper half of the flask, or “cope,” in position, as shown at E.
In order to prevent the two layers of sand sticking together, the surface of the sand at E should be covered with coal-dust. This is done by shaking the coal-dust bag over the flask, after which the dust on the pattern may be removed by blowing. The cope is then filled with sand and rammed in exactly the same manner as in the case of the drag.
After the ramming is done a number of vent holes are made, as shown at F, from the surface of the mold to the pattern, in order to allow the escape of air and steam when the mold is being poured. These vent holes may be made by pushing a wire about the size of a knitting-needle down through the sand until it touches the pattern. The “sprue,” or pouring-hole, is next cut, by means of the sprue-cutter shown at the right, which consists of a piece of thin brass or steel tubing about 3/4 in. in diameter.





