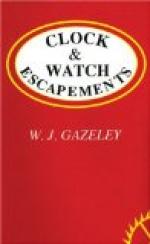
[Illustration: Fig. 47]
It is not necessary that the edges of steelwork, like the regulator bar B, Fig. 47, should be polished to a flat surface; indeed, they look better to be nicely rounded. Perhaps we can convey the idea better by referring to certain parts: say, spring to the regulator, shown at D, Fig. 40, and also the hairspring stud E. The edges of these parts look best beveled in a rounded manner.
[Illustration: Fig. 48]
[Illustration: Fig. 49]
It is a little difficult to convey in words what is meant by “rounded” manner. To aid in understanding our meaning, we refer to Figs. 48 and 49, which are transverse sections of D, Fig. 50, on the line f. The edges of D, in Fig. 48, are simply rounded. There are no rules for such rounding—only good judgment and an eye for what looks well. The edges of D as shown in Fig. 49 are more on the beveled order. In smoothing and polishing such edges, an ordinary jeweler’s steel burnish can be used.
[Illustration: Fig. 50]
SMOOTHING AND POLISHING.
The idea in smoothing and polishing such edges is to get a fair gloss without much attention to perfect form, inasmuch as it is the flat surface d on top which produces the impression of fine finish. If this is flat and brilliant, the rounded edges, like g c can really have quite an inferior polish and still look well. For producing the flat polish on the upper surface of the regulator bar B and spring D, the flat surface d, Figs. 48, 49, 51 and 52, we must attach the regulator bar to a plate of heavy brass, as shown at Fig. 47, where A represents the brass plate, and B the regulator bar, arranged for grinding and polishing flat.
[Illustration: Fig. 51]
[Illustration: Fig. 52]
For attaching the regulator bar B to the brass plate A, a good plan is to cement it fast with lathe wax; but a better plan is to make the plate A of heavy sheet iron, something about 1/8” thick, and secure the two together with three or four little catches of soft solder. It is to be understood the edges of the regulator bar or the regulator spring are polished, and all that remains to be done is to grind and polish the flat face.
Two pieces a a of the same thickness as the regulator bar are placed as shown and attached to A to prevent rocking. After B is securely attached to A, the regulator should be coated with shellac dissolved in alcohol and well dried. The object of this shellac coating is to keep the angles formed at the meeting of the face and side clean in the process of grinding with oilstone dust and oil. The face of the regulator is now placed on the ground glass after smearing it with oil and oilstone dust. It requires but a very slight coating to do the work.





