The result will be as shown in an exaggerated manner by the dotted lines on the right barrel in Fig. 3.
It would appear from these experiments that when very accurate shooting is required at long ranges with double-barreled rifles, they should be mounted in a manner similar to that adopted in the manufacture of the Nordenfelt machine gun, in which weapon the barrels are fitted into a plate at the extreme breech end, the muzzles projecting through holes bored to receive them in a metal plate. No unequal expansion would then take place, and the barrels would be free to become shorter independently of each other. We give the above experiments on the authority of their author, who, we believe, has taken great pains to render them as exhaustive as possible, so far as they go.—Engineering.
* * * * *
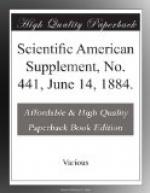
BALL TURNING MACHINE.
The distinguishing feature in the ball turning machine shown opposite is that the tool is stationary, while the work revolves in two directions simultaneously. In the case of an ordinary spherical object, such as brass clack ball, the casting is made from a perfect pattern having two small caps or shanks, in which the centers are also marked to avoid centering by hand. It is fixed in the machine between two centers carried on a face plate or chuck, with which they revolve. One of these centers, when the machine is in motion, receives a continuous rotary motion about its axis from a wormwheel, D. This is driven by a worm, C, carried on a shaft at the back of the chuck, and driven itself by a wormwheel, B, which gears with a screw which rides loosely upon the mandrel, and is kept from rotating by a finger on the headstock. This center, in its rotation, carries with it the ball, which is thus slowly moved round an axis parallel to the face plate, at the same time that it revolves about the axis of the mandrel, the result being that the tool cuts upon the ball a scroll, of which each convolution is approximately a circle, and lies in a plane parallel to the line of centers.
When the chuck is set for one size of ball, which may be done in a few minutes, any quantity of that diameter may be turned without further adjustment. A roughing cut for a 2 in. ball may be done in one minute, and a finishing cut leaving the ball quite bright in the same time. The two paps are cut off within one-sixteenth of an inch and then broken off, and the ball finished in the usual way. On account of the work being geometrically true, the finishing by the ferrule tool is done in one quarter of the time usually required.





