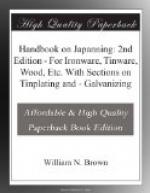
[Illustration: Fig. 1.—Trough for Dipping Bedstead Frames and other Large Work.]
ENAMELLING BEDSTEAD FRAMES AND SIMILAR LARGE PIECES.
At Fig. 1 is shown a trough in which large pieces, such as bedsteads, bicycle frames, etc., are dipped or immersed. For the first-mentioned class of work such high finish is not required as for bicycles, and consequently the enamel need not be applied with a brush, nor will it be necessary to rub down the work between each coat, but instead the pieces can be literally dipped in the tank of liquid, then allowed to drain on to the dripping-board—the superfluous enamel thus finding its way back into the trough or tank, the dripped articles being afterwards placed in the oven to harden. The trough must be of sufficient dimensions to allow the pieces of work to be completely immersed, and the dripping-board should be set at an angle of about 45 deg..
Bedstead frames will never require more than two coats and the commoner class of goods only one. I would not advise the tradesman in a small way of business to go to the expense of a trough, etc., as it calls for much more room than is ordinarily available, but if he has the necessary plant for bicycle work he can, of course, do an occasional job of the other kind.
JAPANNING TIN, SUCH AS TEA-TRAYS AND SIMILAR GOODS.
For japanning sheet-iron articles, which are really tin goods, such as tea-trays and similar things, first scour them well with a piece of sandstone, which will effectually remove all the scales and make the surface quite smooth. Then give the metal a coating of vegetable black, which must be mixed with super black japan varnish, thinned with turps, and well strained. Only a small quantity of this varnish is necessary, as it will dry dead. The article must then be placed in the stove to harden at a temperature of 212 deg. F., there to remain for from ten to twelve hours. When taken out of the stove, the articles must be allowed to get cold, after which they must be given a coat of super black japan, which, if necessary, must be thinned with turps, a stiff, short bristle brush being employed, and the varnish put on sparingly, so that it will not “run” when it gets warm. Two coats of this varnish on top of the vegetable black coating are usually sufficient, when done properly, but a third coating much improves the work, and from ten to twelve hours’ hardening will be necessary between each coating. The small lumps which will be more or less certain to arise will require to be rubbed down between each application by a small and smooth piece of pumice-stone.
If it is desired to add gold or bronze bands or any kind of floral or other kind of fancy decorations, these are painted on, after the ground japanning has been done, in japanners’ gold size, and then the gold leaf is applied, or the bronze or other metal powder is dusted on, after which the objects so treated are again placed in the stove, where they will not require to be kept near so long as for ordinary japanning. After they have been removed, the gilt or bronzed portions must be treated with a protecting coat of white spirit varnish. Transfers can be applied in the same way.





